1 热浸镀锌液
用于热浸镀锌的锌液中杂质总含量(铁、锡、铝、镍除外)不应超过总质量的1.50%。所指杂质参见GB/T470。
2 镀锌前表面处理要求
2.1 镀锌前工件表面应平整、光滑、边缘无毛刺,无影响质量的斑点、凹坑、划伤等缺陷。 5.2.2 镀前应除去表面的油污、锈迹、焊渣和氧化层等多余物,镀前处理应符合GB/T13912-2002附录C的相关规定。
3 锌层的外观
3.1 锌层应连续平滑,不允许有返酸黄斑渗出锌层。允许存在锌层厚度符合要求的发暗或浅灰色的色彩不均匀区域,外观无光泽不应成为拒收产品的理由。
3.2 允许局部表面有直径小于 0.5 mm 的漏锌斑点存在。
3.3 对于联结、接触及有防电晕要求的部位,不允许有凸瘤存在。
3.4 镀件表面不允许有集中的无锌区、凸瘤和波纹。分散的无锌区,凸瘤和波纹的总面积应符合下述规定∶
a)一般零件,不应超过镀件总面积的 0.5%;
b)大型零件(如均压屏蔽环、大联板或表面积超过2000cm²的零件),不应超过镀件总面积的0.1%; c)焊缝的镀锌表面允许有点状的漏锌斑点存在,其总面积不应超过焊缝面积的3%。
上述无锌区应涂以富锌漆或用低熔点锌合金焊条堆焊等方法进行修补,富锌漆的使用应符合 HG/T3668的规定。
3.5 镀锌前工件存在的表面缺陷,如因铸、锻工序造成的砂眼、夹渣引起的镀层表面缺陷不应视为镀层的质量缺陷。
4 锌层的厚度
镀锌件抽样后试品单体锌厚和总体锌厚应不低于表2规定的***小值。
 中文版
中文版 English
English
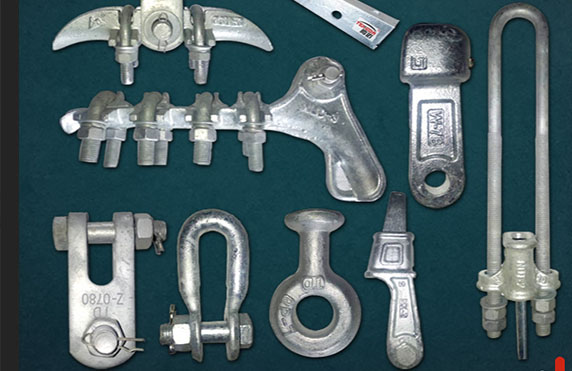
 电力金具的定义与分类
2024-7-2
电力金具的定义与分类
2024-7-2
 耐张线夹的安装和维护注意事项
2024-3-8
耐张线夹的安装和维护注意事项
2024-3-8
 电力金具中耐张线夹的使用
2024-2-20
电力金具中耐张线夹的使用
2024-2-20


